转载请联系小李:邮箱 3ddayin.com@gmail.com
本文简化版已经登载:天公社,3D沙虫网
作者介绍:
作者李新祥,自2008年开始研究3D打印技术,也是日本3D打印机株式会社(日本3Dプリンター株式会社,http://www.3dprinter.co.jp)的创始人,从2013年起运营至今,为日本目前唯一一家由中国人开办并运营的3D打印相关企业。基于其多年的学习积累和3年的从业经验,本次为各位分享FDM耗材选购方面的相关知识。
引文:
大家好,本次受到国内3D打印教育推广领军人之一的“小不点社区”邀请,有机会写文分享,倍感荣幸。
在下小李,在海外创业,销售推广3D打印机的近3年。为丰富商品种类满足客户需求,理所当然地需要对国内各家FDM耗材精挑细选(当然其他成型原理的也有,只是不在此文讨论范围),过程中也碰过各种壁,掉过各种坑,付了很多学费终于爬了出来,但也学到了很多耗材相关知识(痛定思痛…),在此愿与大家分享,让大家了解如何挑选优良耗材,使优秀厂商得到更多关注、让劣质耗材自然淘汰,以此支持3D打印行业的健康发展。
为保证公平公正的原则,本文不提及任何耗材厂商,但请允许我使用网上公开的耗材图片。
阅读提示:
- 本文适合群体:拥有以及准备购买桌面级FDM式3D打印机的人群。
(工业级机型、以及桌面级中3DSystems的Cube系列、还有三纬国际的XYZPrinting品牌机型等,因有耗材芯片限制而无法使用第三方耗材,故本文不会有帮助,特此说明。)
- 文中出现各数据为典型值、或个人保守经验,仅为参考。默认单位为g或℃。
- 考虑到此文只是经验共享而并非严谨的学术论文,为了方便读者理解而对没有必要细究的地方进行了省略。许多名词只是行业习惯,并未经系统命名。
- 如有错误及建议请与本人联系,第一时间修正。联系邮箱 com@gmail.com
废话到此为止,进入正题:
FDM耗材基本知识:
FDM:
即热溶解积层法方式成型技术( Fused Deposition Modeling ),由Stratasys 公司开发。又称FFF(Fused Filament Fabrication)。两者皆特指塑料线材的热熔积层成型,需要注意的是,并不涉及其他热可塑性耗材(如金属丝、玻璃、巧克力等即使热熔积层也不算FDM哦)。
FDM作为最早出现的商用型3D打印技术,因其原理简单,制造及维护成本低,污染小,而软件方面也有多个免费开源平台作为支持。可以说是最易获取和使用,且机器及耗材品种最为丰富的3D打印方式。现已在产品・模具开发、艺术创意及教育等各种领域得到广泛运用。定位上接近于2D打印机中的中低端喷墨打印机,正在普及过程中。
挤出温度:即喷嘴温度,耗材融化的温度。FDM耗材有一定的融化范围,太高了容易过度液化,太低了则根本打不出来。一般只需要用200℃(PLA等)、230℃(ABS等)、260℃(HIPS等)这三档足矣。
平台温度:因部分耗材因冷却收缩而变形(即翘边),打印较大面积的物体时容易导致打印失败,故某些机型会采用金属或PCB的热床对平台进行加热,减少形变以缓解翘边。主要针对ABS等材料。需注意的是,部分机型并不带热床。
材料冷热收缩率越大,打印物品体积越大,热床就越重要。
而使用冷热收缩率小的耗材及打印小尺寸件时可以不需要。
热床(heat-bed) :也叫“加热底板(heat-board”等,用于加热平台的模块。一般与平台相分离。需要注意的是,许多FDM机型不带有此模块。
热端(heat-end) :即喷头(head),一般指包含送丝组件和加热组件及喷嘴等的喷头整体,经常与喷嘴概念混淆。
堵头:狭义上指喷嘴内有碳化・焦化或未融化的耗材残渣导致喷嘴内腔变窄,进丝压力加大,出丝不顺。
广义上,其他原因(如刮料,耗材太软,挤出温度过低)造成的热端不出丝现象也可称堵头。不出丝会导致耗材碳化堵头,而堵头也会导致不出丝,如此恶性循环。故从结果上看,不出丝与堵头基本没区别。
刮料:热端处的进丝电机上的进丝轮(也叫导丝轮、导轮等)刮掉耗材丝的一部分,会造成抓料困难,进丝不顺。
受潮:顾名思义,某些耗材易吸收空气中水分,导致打印过程中出现水分气化产生气泡破裂现象,严重影响打印品质。
拉丝:热端在空走时,因为受热膨胀的线材及引力影响,喷嘴仍会溢出少量耗材,移动过程中凝固造成拉丝现象。尤其打印复杂结构时会影响成品质量。可通过”回抽”缓解。
回抽:为减少拉丝现象,而在不出丝时往回抽一点料,抑制耗材溢出。(Replicatorg机型原生不支持,Ultimaker结构和Delta结构机型一般支持)
翘边:耗材积层过程中不可避免地因热胀冷缩而发生不可逆的变形,一般在较大面积(大概手机壳面积)的物体时发生。目前所有耗材都有此现象,程度差别而已。尤其ABS较为严重。
强度:一般指的是韧性(耐拉伸和弯曲)和硬度等的综合表现,而非仅仅是硬度(玻璃比橡皮硬,摔在地上只有玻璃会碎)。
黏度:指耗材加热液化后的黏度,与液化流动性相关。一般是挤出温度越高,黏度越高。而黏度越高,成型件粘结度越好,相应地强度也越高,但另一方面,也就越难以去除支撑,越容易拉丝。有利有弊。
支撑:模型的悬空部分无法直接打印,需要有额外打印的支撑部分才可顺利成型。
可溶支撑:使用可溶材料打印的支撑。可以用液体溶解去除,而不伤害物体本体,故常用于复杂结构的打印。
垂丝:指无支撑条件下,打印斜面时的耗材下垂情况。一般FDM机型在打印45°以下的斜面时容易发生。液化程度越大,垂丝越严重。
桥接:也称“架桥”,指无支撑且斜面接近0°(悬空面)条件下的垂丝,即耗材在多少长度内能保持接近直线的能力。是打印悬空面能力的指标。液化程度越大,桥接质量越差。
底垫(raft):又称 “底座”,模型底部额外附加的一层网状结构,用于加强打印的稳定性及弥补平面不平整。一般难以拆除,仅在一些工业级FDM设备及太尔时代的桌面级机型,还有部分切片软件支持生成易拆除的底垫。
打印速度:每秒喷嘴移动多少毫米的意思。视耗材与设备性能而定,近端送丝机型因为热端较重,只能使用50-100,热端轻巧的远端送丝机型(如Ultimaker结构和Delta结构)甚至可以达到150。太高都是吹牛。
多孔打印平台:也称“洞洞板”“面包板”“多孔PCB板”、“高抓力板”等,称呼未统一。使用PCB基板打上大量洞洞支撑,增加底垫的接触面积,可以显著地增加底垫的抓力,缓解翘边和增加打印稳定性。国内由太尔时代机型首创,目前也有少数其他厂商提供此配件。
FDM耗材简易汇总整理:
| FDM耗材简易性能对照表 | ||||||
| 类别 | 材质种类 | 优点 | 缺点 | 挤出温度
平台温度(℃) |
常见用途 | 简介 |
| 常用耗材 | ABS | 韧性好
耐高温 易加工 易上色 支撑较易去除 |
翘边大
气味大 |
220-240
80-100 |
小~中尺寸成型物
面积较小的平面 复杂结构 |
即工程塑料,运用广泛。是最常见的FDM材料,综合性能佳。
但并非为FDM开发,所以性能上也有很多不尽人意之处,如气味大和翘边问题,因为材料本身属性而难以解决。 溶于丙酮等强有机溶剂,易于抛光及油性上色。 黏度较小,支撑较易去除。 市售ABS耗材已经基本解决受潮问题,但不排除小厂商未处理的情况。 建议使用带有热床的机型。最好有外罩。 打印时建议做封闭处理及通风。 |
| PLA | 翘边小
坚硬 气味小 可透光 |
韧性差
怕高温 难加工 难上色 支撑较难去除 |
190-210
室温/50-80 |
中~大尺寸成型物
较大面积的平面 |
即聚乳酸结晶,与ABS并列为最常见的FDM材料,应用广泛,成本低易入手,适合一般运用。
因翘边较小,不带热床的机型一般标配这种材料。 约60℃左右开始便会开始软化,夏天日晒即可致变形。故不适合用于高温场合。 质地坚硬而脆,达到一定厚度后会相当坚固。但不适合做较薄的物体。 表面张力大,难上色;脆,难切削钻孔。 黏度高外加坚硬,底垫几乎只能用打磨去除。 高纯度的PLA溶化后容易附着于金属喷嘴导致碳化堵头,故负责任的厂家肯定是会加一些辅料的。 PLA因是晶体,有熔点,所以挤出温度控制很关键,温度过低会导致进丝困难,故温控差的机型经常会发生进丝故障。 因PLA晶体脆容易断裂,厂商一般会添加其他辅料解决易断问题,故改性PLA很少有透光品种。 |
|
| HIPS | 成型/支撑两用
耐高温 气味小 可上色 翘边小 |
韧性差
支撑难去除 |
250-270
80-100 |
耐高温件
需要轻度抛光的物体 复杂结构的支撑 |
融化温度较高和气味较小是特征,性能稳定。
但可能因黏度大,支撑难以剥离,韧性差等问题,导致普及程度低,认知程度不高。 溶于柠檬烯等有机溶剂,抛光容易。也可作为可溶支撑使用 |
|
| PVA耗材 | 水溶易处理 | 仅双头机型可使用 | 200
室温/80 |
复杂物体的支撑 | 手办模型等结构复杂的结构,因为会产生大量难以剥离的支撑,故本身并不适合使用FDM制作,但如果使用可溶性耗材作为支撑,这方面能有所缓解(注意,仅仅是缓解)
另外,因为双头机固有的性能缺陷以及支撑算法 的发展,PVA耗材的应用场景正在减少。 |
|
| PETG | 韧性高
翘边小 |
支撑难去除
拉丝严重 |
230-250
室温/70-80 |
高强度物品 | 比较新出现的耗材。比ABS更高的强度及翘边小是其特征。
黏度较大,拉丝严重,需要回抽,不适合制作复杂结构。 |
|
| PP | 耐高温
韧性高 无毒 气味小 密度小 不受潮 耐腐蚀 |
翘边大 | 200-220
90-110 |
食品相关
轻航模 模型、玩具 |
即聚丙烯。耐热开水烫也不变形。
微波炉等加热后不会像一般ABS那样释放有毒物质,故适合食品级应用。但翘边较大,需要保温环境。 因密度小,轻而韧,故适合航模,无人机的制作。 (目前国内已经有厂商通过改性,部分解决了翘边问题) |
|
| 常用特殊耗材 | PA | 耐高温
韧性极高 可透光 耐腐蚀 |
吸湿严重
拉丝大 翘边严重 易堵头 |
230-260
90-110 |
需要韧性/耐高温/化学稳定性/韧性的场合
梳子等中小型物品 |
即尼龙。放在普通湿度环境下数日便会因受潮而导致打印时不断出现小气泡,使得表面很粗糙。
还有易碳化堵头的问题,不建议一般用户使用。 |
| PC | 耐高温
韧性极高 可透光 耐腐蚀 |
翘边大 | 230-260
90-110 |
同上 | 特指芳香族聚碳酸酯,与PA定位相近,但大大减轻了吸湿和堵头的问题。是 PA与ABS的良好代替品,但对挤出温度要求较高。 | |
| 木质耗材(PLA) | 好看
翘边小 好闻(部分有木香) |
木粉碳化易堵头
韧性差 |
190-210
无 |
木质艺术品制作 | 以PLA为基础,混合木粉做成的线材。
因木粉含量比较大,进一步缓解了本身就不大的翘边,所以基本不需要加热平台。 早期的木质耗材因木粉碳化而易堵头,但最近有所缓解。 |
|
| 弹性・柔性耗材(ABS) | 打印薄层有弹性 | 难以进丝
仅用于近端进丝机型 |
220-240
80-100 |
需要弹性的场合 | 以ABS为基础,加入柔化辅料。
目前只见过打印的拖鞋,鞋垫等需要弹性的应用 进丝困难也导致了许多机型无法使用。 |
|
| 碳纤维增强耗材(ABS,PP等) | 刚性极高
光泽 |
无柔性
只有黑色 |
多种 | 需要高刚性的场合
螺旋桨 航模零件 |
以ABS等材料为基础,加入碳纤维提高刚性。成品十分坚硬,且不脆。
另外因为碳纤维发出的光泽,很好看。 笔者用过一款日本产的。 |
|
| 形状记忆耗材(材质不明) | 打印薄层耐弯曲
可低温塑形 |
不耐热 | 约200
室温 |
产品外壳试制
艺术设计 |
温水泡半分钟后便能变形的材料。冷却至室温后恢复硬度,适合产品试制时的手工微调。
笔者用过一款日本产的材料。 |
|
| 喷嘴清洁用耗材(ABS) | N/A | N/A | 200-270 | 清洁喷嘴 | 清洁原理:材料对金属表面张力大,又与有机物相容性好。
国内也有厂家生产。 如果你的机器无法更换喷头,那么建议准备一些。每次打印完后用清洁耗材滤一遍喷嘴,减少堵头概率。 |
|
| 特种耗材 | 导电、夜光、荧光、变色、高透光、金属光泽耗材等。较少使用,这里省略。 | |||||
FDM耗材的选购要点知识及简易评价方法
作者:李新祥(3D打印网 http://www.3ddayin.com)
本文主要以PLA与ABS这两种应用最为广泛FDM耗材为例,例举其选购要点。但同样也适用于其他类型材料。
PLA材料质地坚硬;冷热收缩较小,不需要保温箱,对热床需求小,适合制作中~大尺寸物件。但韧性差,不耐弯曲;不耐高温。
ABS材料强度高,耐冲击;易加工;耐热;但融化时气味刺鼻,需要热床/保温箱及通风环境;冷热收缩大,仅适合制作小尺寸及需要韧性物件。
PLA与ABS的优缺点几乎相反,请按实际需求需挑选。
通过添加辅剂改性的改良PLA,改良ABS等及其他混合材料等不在此文讨论范围。
笔者建议实际购买前,先向商家索取试用装(仅需负担少量邮费和工本费),用下文中提及的评价方法对耗材进行辨识。以防买到不能用的材料,白花钱还占地。
FDM耗材的选购要点简易评价方法:
- 线径公差
耗材线径的一致性影响打印品质及成功率。
线材需要通过进丝结构,而其中进丝轮和导轮之间的距离是一定的。线径过粗会增加进丝所需推力,引起刮料。反之,线径过细会导致进丝轮不咬料。两者严重的情况下都会导致不进丝导致打印失败,甚至磨损进丝轮和导致堵头。具体情况看各厂家生产的机器而定。部分FDM机型采用活动式咬丝结构,可以缓解因线径不稳定引起打印失败的概率。优质耗材的公差能控制在0.05 mm之内。某些厂商会对线径和误差进行误标,需以真实情况为准。
评价方法:剪取多段线材进行目测比对。如出现明显的凸起或过细的地方,则代表线径控制不佳。
- 耐弯折性能;有无裂痕
这里主要针对PLA。PLA因为是结晶结构,故比较脆,部分低品质耗材在进丝过程中便会折断,导致中途断料。
工艺差的耗材本身便可能出现明显的裂痕等瑕疵,极易断裂。尤其PLA纯度越高越脆,故断裂常见于透明、光泽的PLA材料。而不透光的PLA一般是改性PLA,故此情况比较少见。
评价方法:取数段5cm左右的线材,目测是否有裂痕,然后进行120°弯折,如果出现断裂,则代表材料抗弯折能力不佳。
- 翘边程度
这里针对ABS等多种材料。ABS由于降温收缩时内部会产生较大应力,积累一定量后会导致模型向低温处弯曲(俗称“翘边”),故模型横截面积越大,厚度越大则翘边越明显。
典型地,ABS翘边大约发生于杯垫尺寸(5 cm直径),PLA翘边大约发生于手机壳尺寸。注意,翘边倾向在所有FDM耗材都存在,只是程度区别。
翘边可以通过热床,保温箱等方式缓解。如果你的机器不支持,那么建议使用PLA,HIPS,PC等翘边较小的材料。
购买时可以参考耗材的冷热收缩参数,但目前提供此参数的厂家较少,故建议购买前索取足量的试用耗材,尝试打印面积较大物体,如手机壳(这也是3D打印手机壳很少见的原因)
评价方法:尝试打印长度大于10cm,高度大于1cm的薄壁或柱体等,观察其翘边程度作为参考。
- 气味
使用劣质原料、含添加剂较多的耗材,一般融化时挥发气体也越多,气味越强烈。目前已经有研究机构指出这种挥发气体具有一定毒性,但具体效果仍不明。
ABS的气味较为刺鼻;PLA虽相对温和,但也不代表无害。使用保温箱、外套垃圾袋、通风等手段可以有效减少挥发性气体的吸入。
笔者因为业务需求,初期将多台FDM打印机放在室内打印制作样品,虽然尽量通风排气,但仍然连续咳嗽了2个月没见好转,最后专门设置了一间有窗的打印室才治好了咳嗽。身体是革命的本钱,健康第一。
评价方法:取一小段,用镊子夹住,在安全区域使用打火机点燃。如气味刺鼻或冒出大量黑烟,则代表耗材毒性较强。
- 支撑去除难度;层间黏合牢固程度。
支撑去除是FDM的最重要的后期作业,而支撑的剥离属于破坏分子键,主要受范德华力(或者说黏度)影响。耗材液化程度高,黏度大时,层间的范德华力更强,成型品会获得较大的硬度,但相应地也会提高支撑的剥离难度。反过来液化不足,黏度低时,成型作品容易开裂。
这取决于耗材本身性能与挤出温度。建议咨询厂商最佳使用温度。需要注意的是,部分机型显示的温度与实际温度并不一致,还需实际使用。
评价方法:取一小段,用美工刀慢慢用力横刮削。若受阻难以刮下完整的薄片,则暗示支撑难去除,但层间黏合好。
- 包装;安全认证
虽然包装与耗材无直接关系,但真空包装,干燥剂对耗材的保存十分关键。
部分耗材易受潮,造成打印时出现气泡。包装不佳与保存不当易使耗材提前失效。
有无毒安全认证的材料能让你更放心地使用。
评价方法:检查塑封是否严密不漏气;是否有标注安全认证星系。
- 使用专用的3D打印质量测试模型
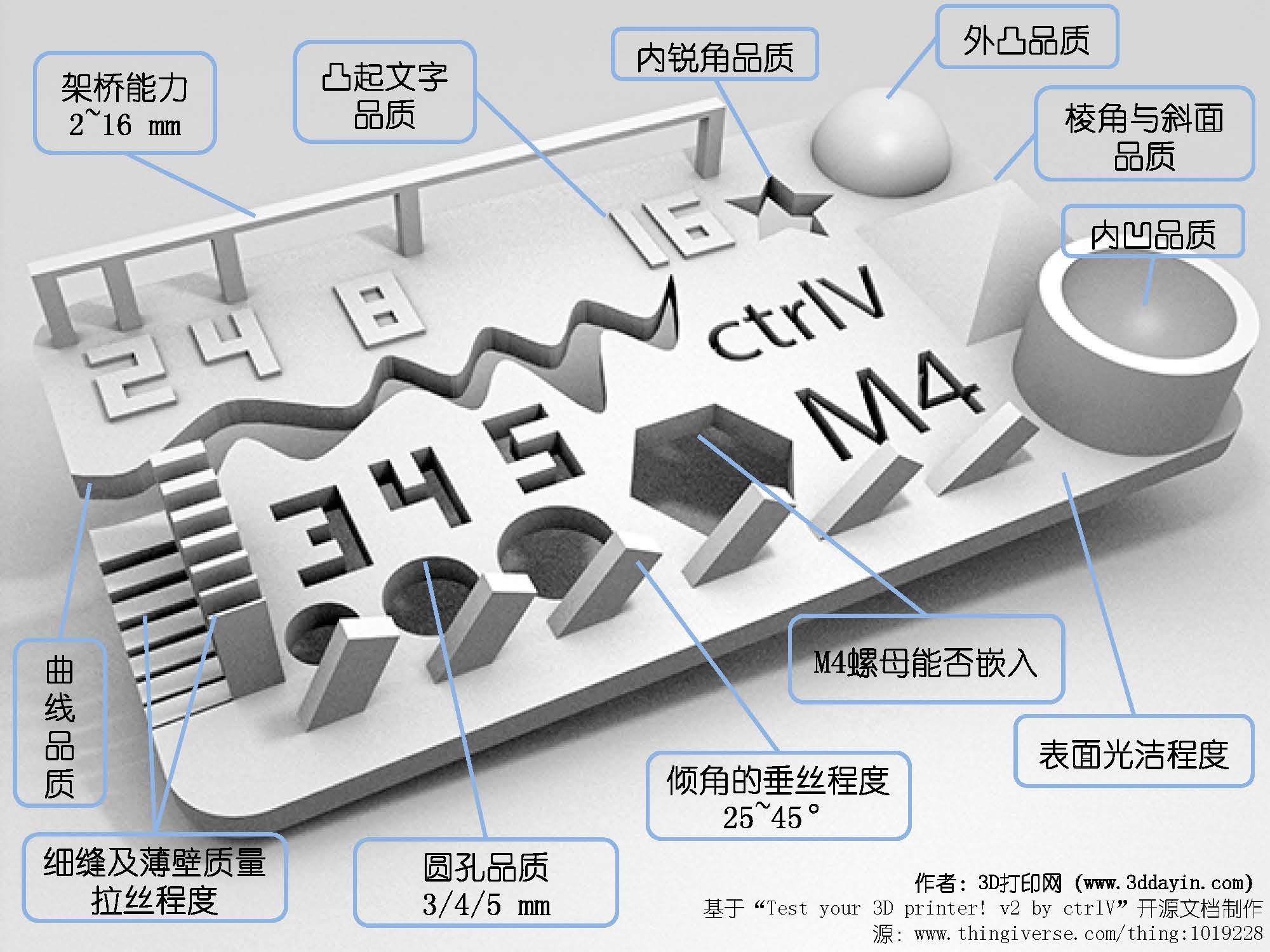
前述几项方法主要是通过简单手法进行对耗材性能进行打印前预判。若有条件,笔者建议使用“3D打印测试专用模型”来测试实际打印效果。

STL模型文件下载地址http://www.3ddayin.com/model/Test_v2_www.3ddayin.com.stl (基于“Test your 3D printer! v2 by ctrlV”开源文档制作)
模型测试项目说明:http://www.3ddayin.com/pic/Test_v2_www.3ddayin.com.stl.jpg
建议在有足量(30g左右)耗材的条件下,不加支撑进行实际打印测试。(一般耗时:0.5~1.0小时)
模型使用说明:
- 此为简易测试用模型,尺寸较小,故难以用于翘边评估。如有需要可以对模型进行放大后打印。
- FDM机型天生对薄壁的支持不佳(因为壁厚最小值普遍在0~2.0 mm),若薄壁打不好也不必在意。
- 打印此模型时,建议打印无支撑版本测试耗材真实性能(如架桥、斜面、垂丝等只能在无支撑条件下观察)。
- 建议记录打印时的各项温度及速度设置,作为参考,以找到最佳打印设置。
其他小建议:
- 注意线径,市售一般有1.75 mm及3.0 mm两种直径。切勿买错。
- 即使同一厂家用同种原料生产的耗材,也会因产品的添加剂、制造环境、批次的不同,最终性能可能会略有差异。在购买从未使用过的耗材前,建议先索取试用装并试用。
- 任何耗材长期使用都有堵头的风险。建议定期清理送丝组件内的残渣,并使用喷嘴清理针(直径约28 mm的弹性长金属针,类似针灸针)加热疏通喷嘴。
- 一分钱一分货的道理千古不变。每Kg 80元以下的耗材很少有好货。
- 进行打印前,建议对平台进行调平和调高(留下约0.2-0.4 mm,普通纸张厚度的间隙),并涂抹固体胶水、张贴美纹纸胶带等方式进行加固,以减小打印失败率。有条件的话建议购买带有自动调平功能和多孔打印平台的机型。
- 人无完人,材无完材,机无完机。请按实际用途选择适当的材料、机型以及温度、速度设置。
Parvata Sajuuk
2016年3月1日

{kind=link}
近期评论